品牌:河北威岳
精度:0-1-2-3
材质:ht250
硬度:hb170-240
起订:1台
供应:1000台
发货:3天内
立即购买
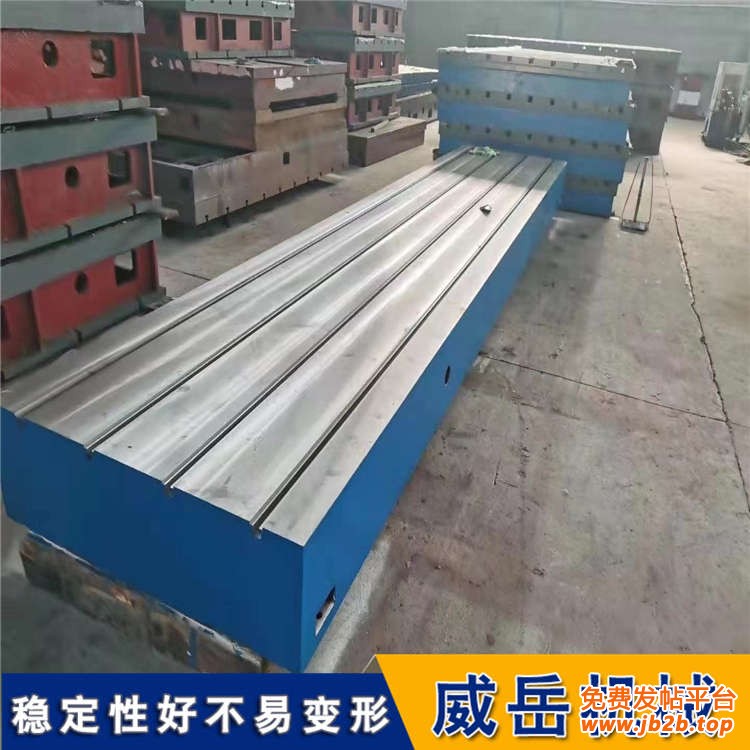
铸铁T型槽平台浇铸过程中产生冷隔和浇不到的主要原因
我国按形成铸件(如:铸铁T型槽平台、铸铁T型槽平台、灰铁铸件)的技术原因分类方法有一下几种:
1)工装设计不好(尺寸问题)由这一原因产生的问题,如缩陷也由于铸件设计不当所造成。工装制造精度不够产生的错芯等。
2)材料及熔炼不当(材质问题)熔炼金属成分不合格直接影响到合金的铸造性能和物理性能,缩性大、热裂倾向大和净化度差,使内部和外部问题增加。
3)铸铁T型槽平台铸造技术失误铸造技术失误是产生常见问题的直接原因。裂纹、孔洞和粘砂问题率可以用来衡量生产厂的技术水平,而尺寸问题则反映出铸造厂的技术管理和工艺装备水平。
铸铁T型槽平台上有未完全融的缝隙,其交接边缘是圆滑的这种缝隙称冷隔。铸铁T型槽平台局部为充满,铸铁T型槽平台缺肉,末端呈圆弧称浇不到。干沙实型铸造特别是无负压情况下浇注铁合金是,铸铁T型槽平台很容易出现冷隔和浇不到问题,造成铸铁T型槽平台报废。泡沫型被加热、产物又被加热到金属液的温度需要吸收热量,从而使金属液降温;另外,分气体了液体金属充型的阻力。这两个原因使的金属液体流动性大大降低,这是产生冷隔和浇不到的主要原因。
此外,铸铁T型槽平台浇注方案、浇注系统结构及浇注操作对产生冷隔、浇不到也有一定影响。铸铁T型槽平台防止措施:①提高金属液浇注温度。实型铸造浇注温度应比同样条件下砂型铸造浇注温度至少提高30℃,一般建议提高30~50摄氏度。②浇注时施以一定负压。在型壁负压下浇注可降低金属液充型时气体的阻力,当泡沫型质量较好,密度小而强度高、发气量小时,浇注铝合金铸件可以不用负压浇注。当泡沫型质量差时,浇注铸件时需要负压。
浇注铸铁T型槽平台时一般均都采用负压浇注。③选择合理的浇注方案和浇注系统结构。如采用顶注试浇注系统,空心直浇道,尽量减短浇注系统总长度,让金属液流程缩短,充型过程流畅,以防止冷隔和浇不到问题。
铸铁T型槽平台外观质量检验比较简单,检查是用肉眼或借助放大镜、管道镜级尖嘴锤等工具,观察寻找暴露早铸铁T型槽平台外表面的问题,如:裂纹、表面气孔和缩孔、粘砂等问题,利用卡尺、直尺、千分尺、样板和工作台平台,有条件的地方可利用三坐标测量仪等来检验铸铁T型槽平台尺寸是否符合图纸要求和尺寸偏差是否在允差范围内,借助各种秤量工具来检验铸铁T型槽平台质量是否在允许范围内等。
铸铁T型槽平台http://www.chinaweiyue.com/表面问题检验分为:腐蚀法检查、透检查、磁力探伤,利用这几种判断方法来检验铸铁T型槽平台是否表面问题。内部问题检验:①放射线探伤用于检查铸铁T型槽平台内部的气孔、缩孔、砂眼、夹渣、裂纹等缺陷。②超声波探伤利用超声波在铸铁T型槽平台中传播时遇到问题界面能反射这一原理来发现铸铁T型槽平台内部问题的。③耐压检验使用承受压力和耐渗漏的铸铁T型槽平台,一般都要进行耐压试验。为此小件可浸在水中试验,大件可在易产生问题的部位或怀疑处涂上肥皂水,当有气体渗出时,就有肥皂泡出现。理化性能检验具体的检验内容及要求取决于铸铁T型槽平台的验收条件。这样才能更好的在铸件生产工艺的控制和改进,有利于提高铸铁T型槽平台的质量。
联系人:威岳机械谢女士15350773479竭诚为您服务!