
发货:3天内
发送询价
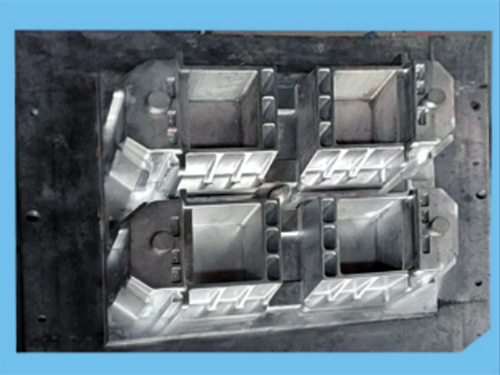
铸造模具的浇注位置一般于选择造型方法之后确定。先确定出铸件中品质要求高的部位(如重要加工面、受力大的部位、承受压力的部位等)。结合产生条件估计主要废品倾向和容易发生缺陷的部位(如厚大部位容易出现收缩缺陷。大平面上容易产生夹渣结疤。薄壁部位容易发生浇不到、冷隔。薄厚相差悬殊的部位应力集中,容易发生裂纹等)。这样在确定浇注位置时,就应使重要部位处于有利的状态,并针对容易出现的缺陷,采取相应的工艺措施予以防止。 铸造模具是采用覆膜砂制芯,适用于热芯盒和冷芯盒两种。覆膜砂铸造模具的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具,中间固定架可以双面安装定模,左右开合模(相当于双模架)。
 铸造模具排气噪声,在产生机制上与气吊排气噪声是相似的,但是,由于铸造模具在射芯时排气量大,而且时间短暂,所以生产的噪声较不错及较令人讨厌。我们在铸造车间的人都清楚,不管是铸造模具还是壳芯机,都会出现很大的噪音,长期在旁边会影响到听力,那么该怎样解决这个问题呢?答:给铸造模具安装排气消声器,从而噪声的危害。
铸造模具排气噪声,在产生机制上与气吊排气噪声是相似的,但是,由于铸造模具在射芯时排气量大,而且时间短暂,所以生产的噪声较不错及较令人讨厌。我们在铸造车间的人都清楚,不管是铸造模具还是壳芯机,都会出现很大的噪音,长期在旁边会影响到听力,那么该怎样解决这个问题呢?答:给铸造模具安装排气消声器,从而噪声的危害。 铸造模具铸造浇注位置的选择决定于合金种类、铸件结构和轮廓尺寸、铸件表面质量要求以及现有的生产条件。选择铸件浇注位置时,主要以确定铸件质量为前提,同时尽量做到简化造型和浇注工艺。确定铸造模具浇注位置应考虑以下主要原则。
一、使铸件的大平面应朝下铸件大平面朝下既可避免气孔和夹渣,又可以防止在大平面上形成砂眼缺陷。如果将铸件的平面朝上,操作上也有其方便之外,如铸件全部在下型,上型是平的又没有吊砂,但铸件平面部分的质量难以确定。因此,应选用铸件平面朝下的方案,而浇注时采用倾斜浇注的方法。
二、应有利于铸件的补缩对于因合金体收缩率大或铸件结构厚壁不均匀而易于出现缩孔、缩松的铸件,浇注位置的选择应优先考虑实现顺序凝固的条件,要便于安放冒口和发挥冒口的补缩作用。厚大部分尽可能安放在上部位置,而对于中、下位置的局部厚大处采用冷铁或侧冒口等工艺措施解决其补缩问题。
三、铸件的重要部位、重要加工面应朝下或呈直立状态逐渐下部金属在上部金属的静压力作用下凝固并得补缩,组织致密。铸件在浇注时,朝下或垂直安放部位的质量比朝上安放的高。经验表明,气孔、非金属夹杂物等缺陷多出现在朝上的表面,而朝下的表面或侧立面通常比较光洁,出现缺陷的可能性小。个别加工表面需要朝上时,应适当放大加工余量,以确定加工后不出现缺陷。
四、避免用吊砂、吊芯或悬臂式砂芯,便于下芯、合箱及检验应计量少用或不用砂芯,若需要使用砂芯时,应注意确定砂芯定位稳固、排气通畅和下芯及检验方便,应尽量避免用吊砂、吊芯或悬臂式砂芯。经验表明,吊砂在合型、浇注时容易塌箱。向上半型上安放吊芯很不方便。悬臂砂芯不稳固,在熔融金属液浮力作用下姨偏斜,故应尽力避免。此外要照顾到下芯、合型和检验的方便。
五、应确定铸件能充满大而壁薄的铸件部分应朝下、侧立或倾斜以确定金属液的充填。浇注薄壁件时要求金属液到达薄壁处所经过的路程或所需的时间愈短愈好,使金属液在静压力的作用下平稳地充填好铸型的各部分。
泊头市志航机械模具有限公司【http://www.btzhjxmj.com/】拥有一支长期从事铸造专注服务技术,具有丰富的铸造工艺、铸造设备、铸造模具设计制造经验的团队。有好的质量工程师5名,好的质量技师5名,技师10名,设计制造采用三维造型设计。现主要产品有铸造模具、射芯机、双工位射芯机、铁模覆砂生产线、翻转型射芯机、钢丸埋箱浇注线、铝型板、漏模机.顶箱机、砂箱.覆膜砂热芯盒、覆膜砂热壳模等模具,及铸造设备:覆膜砂半自动,全自动射芯机,翻转型壳芯机,铁膜覆砂生产线等。
铸造模具http://www.btzhjxmj.com/
射芯机http://www.btzhjxmj.com/
双工位射芯机http://www.btzhjxmj.com/
铁模覆砂生产线http://www.btzhjxmj.com/
翻转型射芯机http://www.btzhjxmj.com/
钢丸埋箱浇注线http://www.btzhjxmj.com/